Заштита од корозија во 2025 година Зошто топлото поцинкување сè уште води
Топло натопивањеПоцинкување(HDG) обезбедува супериорна долгорочна вредност за челични проекти. Неговата единствена металуршка врска обезбедува неспоредлива издржливост од оштетување. Процесот на потопување обезбедува целосна, униформна покриеност што методите со прскање не можат да ја реплицираат. Оваа двојна заштита значително ги намалува трошоците за одржување во текот на животниот циклус.
Топло поцинкувањего прави челикот многу цврст. Создава посебна врска што го штити челикот подобро од бојата.
Поцинкувањето ги опфаќа сите делови од челикот. Ова го спречува појавувањето на 'рѓа на скриени места.
Поцинкуваниот челик заштедува пари со текот на времето. Трае долго и има потреба од помалку поправки од другите премази.
Што го прави топлото поцинкување супериорен избор?
Топло поцинкувањето (HDG) се издвојува од другите методи за заштита од корозија. Неговата супериорност произлегува од три основни предности: споена металуршка врска, целосно потопување и систем за заштита со двојно дејство. Овие карактеристики работат заедно за да обезбедат неспоредливи перформанси и долгорочна вредност.
Неспоредлива издржливост преку металуршка врска
Бојата и другите премази едноставно се лепат на површината на челикот. Топлото поцинкување создава завршна обработка што станува дел од самиот челик. Процесот вклучува потопување на челичниот дел востопен цинкзагреана на приближно 450°C (842°F). Оваа висока температура предизвикува дифузиска реакција, при што цинкот и железото се спојуваат.
Овој процес формира серија од различни слоеви од легура на цинк-железо. Овие слоеви се металуршки врзани за челичната подлога.
Гама слојНајблиску до челикот, со околу 75% цинк.
Делта слојСледниот слој е надвор, со околу 90% цинк.
Зета слојДебел слој што содржи приближно 94% цинк.
Ета слој: Надворешниот слој од чист цинк што му дава на премазот почетен светол финиш.
Овие меѓусебно поврзани слоеви се всушност поцврсти од основниот челик, обезбедувајќи исклучителна отпорност на абење и оштетување. Цврстите внатрешни слоеви се отпорни на гребнатини, додека поеластичниот надворешен слој од чист цинк може да апсорбира удари. Оваа металуршка врска е значително посилна од механичките врски на другите премази.
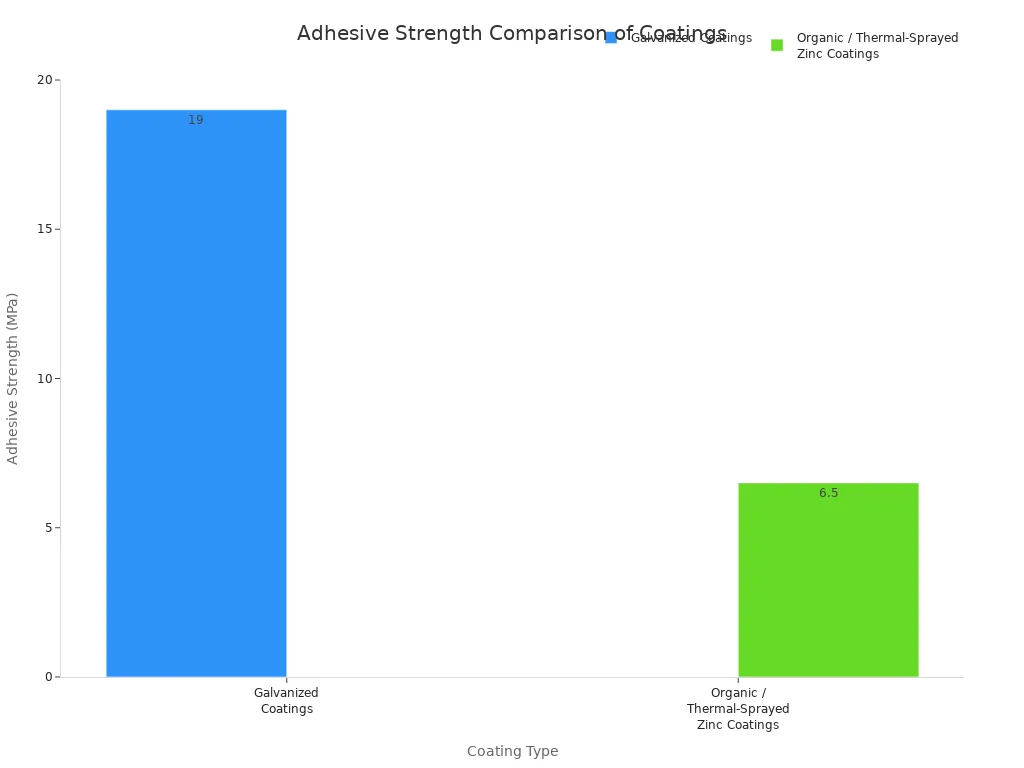
Тип на обложување
Јачина на врска (psi)
Топло поцинкувано
~3.600
Други премази
300-600
Оваа огромна јачина на врзување значи дека поцинкуваниот премаз е исклучително тежок за лупење или кршење. Тој сигурно ги издржува строгите услови на транспорт, ракување и изградба на лице место.
Целосна покриеност за целосна заштита
Корозијата ја наоѓа најслабата точка. Бои во спреј, прајмер s и другите премази се подложни на грешки при нанесувањето како што се капења, течење или пропуштени точки. Овие мали несовршености стануваат почетни точки за 'рѓа.
Топлото поцинкување го елиминира овој ризик преку целосно потопување. Потопувањето на целата челична конструкција во стопен цинк гарантира целосна покриеност. Течниот цинк тече во, над и околу сите површини.
Секој агол, раб, спој и внатрешен шуплив дел добива униформен слој на заштита. Ова покривање „од раб до раб“ гарантира дека нема да останат незаштитени области изложени на околината.
Оваа сеопфатна заштита не е само најдобра практика; таа е услов. Глобалните стандарди го налагаат ова ниво на квалитет за да се обезбеди ефикасност.
ASTM A123бара поцинкуваната завршна обработка да биде континуирана, мазна и униформна, без непремачкани делови.
ASTM A153поставува слични правила за хардвер, барајќи комплетна и пристојна завршна обработка.
ISO 1461е меѓународен стандард што обезбедува целосно и униформно покривање на изработените челични производи.
Овој процес гарантира конзистентна заштитна бариера низ целата структура, подвиг што рачното прскање или нанесувањето со четка не можат да го повторат.
Двојно дејство: Бариера и жртвена заштита
Поцинкуваната обвивка го штити челикот на два моќни начина.
Прво, делува какобариерен слојЦинковите слоеви го запечатуваат челикот од контакт со влага и кислород. Самиот цинк е многу отпорен. Во повеќето атмосферски средини, цинкот кородира со брзина од 10 до 30 пати побавна од челикот. Оваа бавна брзина на корозија обезбедува долготраен физички штит.
Второ, тоа обезбедуважртвена заштитаЦинкот е електрохемиски поактивен од челикот. Ако премазот е оштетен од длабока гребнатинка или дупчена дупка, цинкот прв ќе кородира, „жртвувајќи се“ себеси за да го заштити изложениот челик. Оваа катодна заштита спречува 'рѓата да се провлекува под премазот и може да заштити голи места со дијаметар до ¼ инч. Цинкот во суштина делува како заштитник на челикот, осигурувајќи дека дури и ако бариерата е пробиена, структурата останува безбедна од корозија. Ова самолекувачко својство е единствена предност нагалванизација.
Процесот на HDG: Знак за квалитет
Исклучителниот квалитет на топло поцинкуваниот премаз не е случаен. Тој е резултат на прецизен, повеќестепен процес кој гарантира супериорна завршна обработка. Овој процес започнува долго пред челикот воопшто да допре стопен цинк.
Од подготовка на површината до потопување во стопен цинк
Соодветната подготовка на површината е најважниот фактор за успешно премачкување. Челикот мора да биде совршено чист за да се случи металуршката реакција. Процесот вклучува три клучни чекори:
ОдмастувањеТопол алкален раствор ги отстранува органските загадувачи како што се нечистотија, маснотии и масло од челикот.
КиселењеЧеликот се потопува во бања со разредена киселина за да се отстрани бигорот од мелницата и 'рѓата.
ФлуксирањеКонечното потопување во раствор од цинк амониум хлорид ги отстранува сите преостанати оксиди и нанесува заштитен слој за да се спречи формирање на нова 'рѓа пред галванизирање.
Само по ова ригорозно чистење челикот се потопува во бања со стопен цинк, обично загреана на околу 450°C (842°F).
Улогата на производителот на опрема за поцинкување
Квалитетот на целиот процес зависи од машините. Професионален производител на опрема за поцинкување дизајнира и гради напредни линии што го овозможуваат модерниот HDG. Денес, водечки производител на опрема за поцинкување вклучува автоматизација и сензори во реално време за прецизна контрола. Ова осигурува дека секој чекор, од хемиско чистење до управување со температурата, е оптимизиран. Понатаму, одговорен производител на опрема за поцинкување конструира системи што ги исполнуваат строгите еколошки и безбедносни стандарди, честопати вклучувајќи системи со затворен циклус за ракување со отпад. Експертизата на производителот на опрема за поцинкување е од суштинско значење за конзистентни, висококвалитетни резултати.
Како дебелината на облогата обезбедува долготрајност
Контролираниот процес, управуван од системи од врвен производител на опрема за поцинкување, директно влијае на конечната дебелина на премазот. Оваа дебелина е клучен предиктор за животниот век на челикот. Подебелиот, порамномерен цинк премаз обезбедува подолг период на бариерна и жртвена заштита. Индустриските стандарди ги специфицираат минималните дебелини на премазот врз основа на видот и големината на челикот, осигурувајќи дека може да издржи во наменетата средина со децении со минимално одржување.
HDG наспроти алтернативи: Споредба на перформансите во 2025 година
Изборот на систем за заштита од корозија бара внимателно разгледување на перформансите, издржливоста и долгорочните трошоци. Иако постојат многу алтернативи,топло поцинкувањепостојано ја докажува својата супериорност во директна споредба со бои, епоксидни смоли и прајмери.
Против бои и епоксидни премази
Бојата и епоксидните премази се површински филмови. Тие создаваат заштитен слој, но не се хемиски врзуваат за челикот. Оваа фундаментална разлика води до големи празнини во перформансите.
Епоксидните премази се особено склони кон дефекти. Тие можат да пукаат и да се лупат, откривајќи го челикот под нив. Откако бариерата ќе се скрши, корозијата може брзо да се прошири. Управата за автопатишта на државата Њујорк го научи ова од прва рака. Тие првично користеа арматура обложена со епоксид за поправки на патишта, но премазите брзо пукаа. Ова доведе до брзо влошување на патиштата. Откако се префрлија на поцинкувана арматура за поправка на мостови, резултатите беа толку импресивни што сега користат поцинкувани материјали за своите проекти.
Ограничувањата на епоксидните премази стануваат јасни кога се споредуваат со HDG.
Склони кон пукање и лупење, што овозможува ширење на 'рѓата.
Самолекувачките својства ги заштитуваат гребнатинките и спречуваат ширење на 'рѓа.
Издржливост
Може лесно да пукне за време на транспортот и инсталацијата.
Исклучително издржливите слоеви од легура се отпорни на абење и удари.
Поправка
Нема можност за самопоправка. Оштетените области мора рачно да се поправат.
Автоматски ги штити малите оштетени области преку жртвено дејство.
Примената и складирањето исто така претставуваат значителни предизвици за епоксидните премази.
Ризик од штетаЕпоксидната смола е кршлива. Гребнатините за време на транспортот или инсталацијата можат да создадат слаби точки за корозија.
УВ чувствителностЕпоксидно обложениот челик бара специјални церади за складирање на отворено. Мора да остане покриен за да се спречи оштетување од сончева светлина.
Губење на адхезијаВрзувањето на премазот со челикот може да ослабне со текот на времето, дури и при складирање.
Морски срединиВо крајбрежните области, епоксидните премази можат да имаат полоши перформанси од голиот челик. Солта и влагата лесно го искористуваат секој мал дефект на премазот.
Во крајбрежните средини, HDG ја покажува својата отпорност. Дури и во области со директни солени ветрови, поцинкуваниот челик може да трае 5-7 години пред да му треба прво одржување. Заштитените области на истата структура можат да останат заштитени дополнителни 15-25 години.
Против прајмери богати со цинк
Основите богати со цинк често се претставуваат како течна алтернатива на галванизацијата. Овие прајмери содржат висок процент на цинкова прашина измешана во врзивно средство за боја. Честичките цинк обезбедуваат жртвена заштита, но системот се потпира на механичка врска, слично како обичната боја.
Спротивно на тоа, топлото поцинкување создава заштитни слоеви преку дифузиска реакција на високи температури. Ова формира вистински легури на цинк-железо кои се споени со челикот. Основата богата со цинк едноставно се лепи на површината. Оваа разлика во врзувањето е клучот за супериорните перформанси на HDG.
Функција
Топло поцинкување
Прајмер богат со цинк
Механизам
Металуршката врска создава трајни слоеви од легура на цинк-железо.
Цинковата прашина во врзивно средство обезбедува жртвена заштита.
Адхезија
Споен со челикот со јачина на врска од ~3.600 psi.
Механичкото врзување се потпира на чистотата на површината; многу послабо.
Издржливост
Исклучително цврстите слоеви од легура се отпорни на абење и удари.
Помекиот слој сличен на боја може лесно да се изгребе или оштети.
Соодветност
Идеален за конструкциски челик во сурови, долготрајни апликации.
Најдобро за корекции или кога HDG не е можно.
Иако прајмерите богати со цинк нудат добра заштита, тие не можат да се споредат со цврстината и долготрајноста на вистински поцинкуван премаз. Ефективноста на прајмерот зависи целосно од совршената подготовка и нанесување на површината, а таа останува ранлива на гребнатини и физичко оштетување.
Обраќање кон вообичаените критики за HDG
Честа заблуда за топло поцинкувањето е неговата почетна цена. Во минатото, HDG понекогаш се сметаше за поскапа опција однапред. Сепак, тоа повеќе не е случај во 2025 година.
Поради стабилните цени на цинкот и поефикасните процеси, HDG сега е многу конкурентен по почетна цена. Кога се зема предвид вкупниот трошок за животниот циклус, HDG е речиси секогаш најекономичниот избор. Другите системи бараат често одржување и повторна примена, додавајќи значителни трошоци во текот на животниот век на проектот.
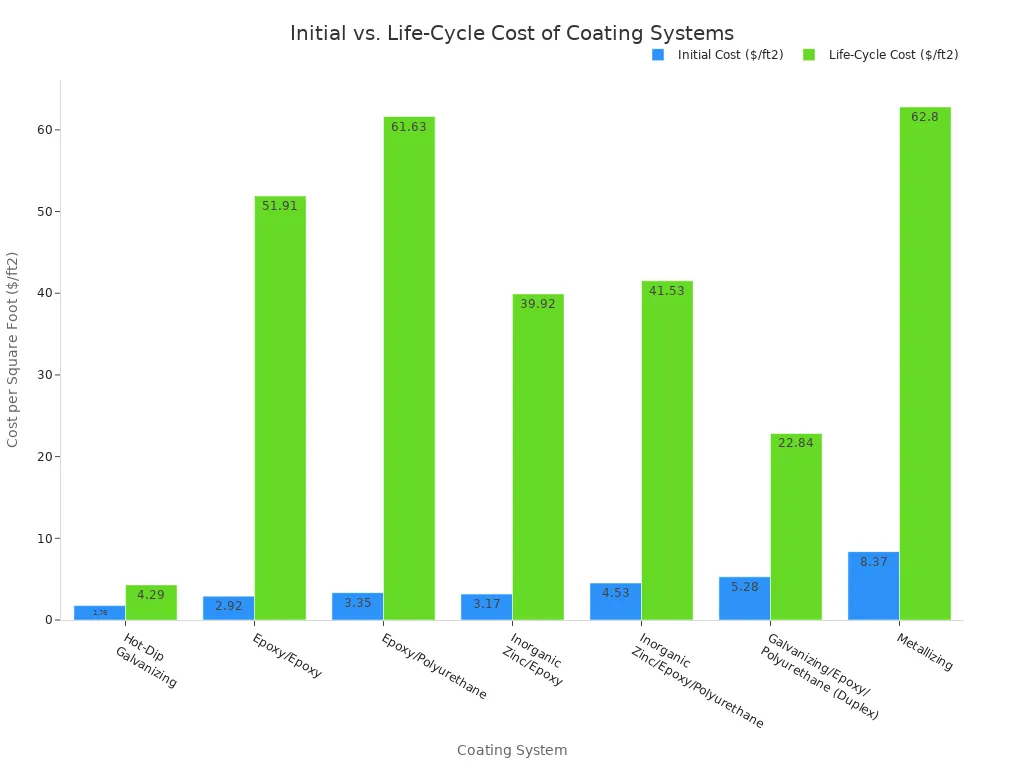
Американското здружение на поцинковувачи обезбедува Калкулатор за трошоци за животниот циклус (LCCC) кој го споредува HDG со над 30 други системи. Податоците постојано покажуваат дека HDG заштедува пари. На пример, во една студија за мост со 75-годишен проектен век:
Топло поцинкувањеимаше цена на животниот циклус од4,29 долари по квадратен метар.
АнЕпоксидна/полиуретанскасистемот имаше цена на животниот циклус од61,63 долари по квадратен метар.
Оваа огромна разлика доаѓа од перформансите без одржување на HDG. Поцинкуваната структура често може да трае 75 години или повеќе без потреба од поголеми работи. Ова ја прави најпаметна финансиска инвестиција за долгорочни проекти.