Вкупните трошоци на инвеститорот за постројка за топло поцинкување се поделени во три главни категории. Тоа се капитална опрема, инфраструктура и операции.цена на опрема за топло поцинкувањевклучува клучни ставки. Овие ставки се котелот за поцинкување, резервоарите за претходна обработка и системите за ракување со материјали. Трошоците за инфраструктура покриваат земјиште, зграда и поставување на комунални услуги. Оперативните трошоци се тековни трошоци за суровини, енергија и работна сила.
Пазарот за топло поцинкување покажува силен потенцијал за раст. Овој раст е поттикнат од инвестициите во инфраструктурата и побарувачката за материјали отпорни на корозија. Пазарот за производи каколинии за галванизација на цевкисе проширува.
| Метрика | Вредност |
|---|---|
| Големина на пазарот во 2024 година | 62,39 милијарди американски долари |
| Големина на пазарот во 2032 година | 92,59 милијарди американски долари |
| CAGR (2025-2032) | 6,15% |
Клучни заклучоци
- Поставување напоцинкувачка постројкачини пари за опрема, земјиште и згради. Главната опрема вклучува галванизирачки котел и машини за поместување на челик.
- Работењето на поцинковалиште има тековни трошоци. Тие вклучуваат купување цинк, плаќање за енергија и плаќање на работниците.
- Цената на цинкот често се менува. Оваа промена влијае на тоа колку чини секојдневното работење на фабриката.
Почетна инвестиција: Цената на опремата и инфраструктурата за топло поцинкување
Првичната инвестиција претставува најзначајната финансиска пречка при основање на поцинковачки постројки. Оваа фаза ги вклучува сите однапред трошоци за опрема, физички структури и поставување. Вкупните трошоци варираат во голема мера во зависност од планираниот капацитет на постројката, нивото на автоматизација и географската локација. Основен постројка за мали серии на производи може да започне од околу 20.000 долари. Голема, континуирана линија за обработка може да надмине 5.000.000 долари.
Примерок на распределба на инвестициите за фабрика со средна големина ја илустрира распределбата на трошоците.
| Категорија | Цена (Индиски рупии) |
|---|---|
| Земјиште и инфраструктура | 50 – 75 |
| Машини и опрема | 120 – 200 |
| Инвентар на цинк | 15 – 30 |
| Работна сила и комунални услуги | 10 – 15 |
| Лиценцирање и усогласеност | 5 – 10 |
| Вкупна почетна инвестиција | 200 – 300 |
Галванизирачки бокал: Големина и материјал
Нагалванизирачки котеле срцето на работењето и примарен двигател на трошоците. Неговите димензии - должина, ширина и длабочина - ја одредуваат максималната големина на челичните производи што фабриката може да ги обработи. Поголем котел содржи повеќе стопен цинк, што бара повеќе енергија за загревање и ја зголемува вкупната цена на опремата за топло поцинкување. Бокалите обично се изработуваат од специјален челик со ниска содржина на јаглерод и силициум за да се спротивстават на корозијата од стопен цинк. Квалитетот на материјалот директно влијае на животниот век на бокалот и фреквенцијата на замена.
Резервоари за претходна обработка
Пред поцинкување, челикот мора да помине низ серија чекори за чистење. Овој процес се одвива во резервоари за претходна обработка. Бројот и големината на овие резервоари зависат од посакуваната пропусност и состојбата на влезниот челик. Типична линија за претходна обработка вклучува неколку фази:
- Одмастување:Отстранува масло, нечистотија и маснотии.
- Исплакнување:Ги отстранува хемикалиите за одмастување.
- Киселење:Користи киселина (како хлороводородна киселина) за отстранување на бигор од мелница и 'рѓа.
- Исплакнување:Ја отстранува киселината.
- Флуксирање:Се нанесува раствор од цинк и амониум хлорид за да се спречи повторна оксидација пред потопување.
Овие резервоари често се конструираат од материјали како полипропилен или пластика зајакната со влакна (FRP) за да издржат корозивни хемикалии.
Системи за ракување со материјали
Ефикасното ракување со материјали е клучно за продуктивноста и безбедноста. Овие системи го транспортираат челикот низ секоја фаза од процесот. Изборот помеѓу рачни, полуавтоматски и целосно автоматски системи значително влијае на почетната инвестиција.
| Тип на систем | Просечен ценовен опсег (USD) |
|---|---|
| Полуавтоматска линија | 30.000 – 150.000 долари |
| Целосно автоматска линија | 180.000 – 500.000 долари |
| Фабрика по мерка „клуч на рака“ | 500.000+ долари |
Забелешка:Рачното ракување со товар има пониски почетни трошоци, но честопати води до повисоки долгорочни трошоци. Овие трошоци доаѓаат од несреќи на работното место, оштетување на производот и побавно производство. Автоматизираните системи бараат поголема почетна инвестиција и квалификувани оператори. Сепак, тие обезбедуваат поголема економичност со текот на времето преку зголемена ефикасност и побезбедна работна средина. Цената на опремата за топло поцинкување расте со автоматизацијата, но истото се зголемува и долгорочната профитабилност на фабриката.
Системи за греење и третман на чад
Бокалот за поцинкување бара моќен систем за греење за да го одржува цинкот стопен на приближно 840°F (450°C). Горилниците на природен гас со голема брзина се чест избор. Исто толку важен е и системот за третман на испарувања. Процесот на поцинкување генерира опасни испарувања и прашина кои бараат собирање и третман за да се исполнат еколошките прописи.
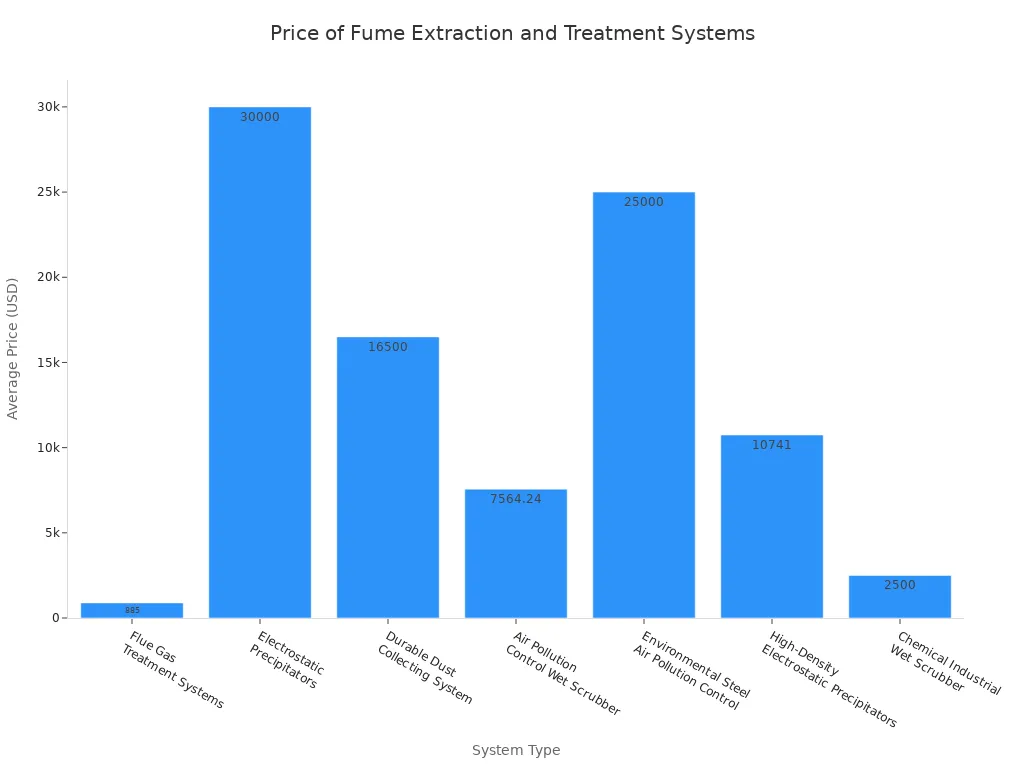
Усогласеноста со стандардите на Агенцијата за заштита на животната средина (EPA) или Европската Унија (EU) е неспорна. Во Северна Америка, 70% од производствените фирми даваат приоритет на надградбата на системите за филтрирање за да ги исполнат стандардите за квалитет на воздухот. Компаниите покажуваат подготвеност да платат премија од 10-15% за системи што гарантираат усогласеност и нудат супериорна филтрација. Ова го прави системот за третман на чад клучен дел од буџетот.
Земјиште и зграда
Цената на земјиштето и изградбата во голема мера зависи од локацијата на фабриката. Фабриката за поцинкување бара значителен простор за да ја смести целата производствена линија, од пристигнувањето на челикот до складирањето на готовиот производ. Самата зграда има специфични потреби за дизајн. Мора да има високи тавани за работа на надземни кранови и робусни темели за поддршка на тешка опрема како што е котелот. Соодветната инфраструктура за вентилација е исто така неопходна за управување со квалитетот на топлината и воздухот низ целиот објект. Овие фактори го прават земјиштето во индустриска зона и специјализираната градба главен дел од почетните капитални расходи.
Комунални услуги и инсталација
Поцинкувачката фабрика е голем потрошувач на енергија, првенствено на природен гас и електрична енергија. Поставувањето приклучоци до комунални услуги со висок капацитет е значителен еднократен трошок. Трошоците за инсталација на водовод за природен гас варираат во зависност од неколку фактори:
- Растојание од главниот довод на гас
- Сложеноста на рововите и инсталацијата
- Вид на материјал за цевка што се користи (на пр., челик, HDPE)
Трошоците за инсталација на нов гасовод може да се движат од 16 до 33 долари по линеарен метар. Новата линија што води од улицата до објектот лесно може да надмине 2.600 долари, а сложените индустриски проекти чинат многу повеќе. Слично на тоа, воспоставувањето електрична врска со висок капацитет за мотори, кранови и контроли бара координација со локалните даватели на комунални услуги и може да биде сложен, скап процес. Инсталацијата на сите машини е последната компонента што придонесува за вкупната цена на опремата за топло поцинкување.
Тековни оперативни трошоци

По почетното поставување,поцинкувачка постројкаФинансиската состојба на компанијата зависи од управувањето со нејзините тековни оперативни трошоци. Овие периодични трошоци директно влијаат на цената на финалниот поцинкуван производ и на целокупната профитабилност на фабриката. Внимателното управување со суровините, енергијата, работната сила и одржувањето е од суштинско значење за долгорочен успех.
Суровини: цинк и хемикалии
Суровините претставуваат најголем дел од оперативниот буџет на фабриката. Цинкот е најкритичната и најскапата компонента. Цената на специјален висококвалитетен (SHG) цинк флуктуира врз основа на глобалната понуда и побарувачка, што го прави варијабилен трошок што менаџерите на фабриките мора внимателно да го следат. Пазарните индекси, како што е „специјален висококвалитетен цинк во складиштето Ротердам премија“ што го обезбедува Аргус Металс, нудат репер за цените.
Цената на цинкот може значително да варира помеѓу добавувачите и регионите.
| Опис на производот | Чистота | Ценовен опсег (USD/тон) |
|---|---|---|
| Специјална висококвалитетна цинкова ингота | 99,995% | 2.900 – 3.000 долари |
| Висококвалитетен цинк ингот | 99,99% | 2.300 – 2.800 долари |
| Стандарден цинков ингот | 99,5% | 1.600 – 2.100 долари |
Забелешка:Горенаведените цени се илустративни и варираат секојдневно. Сопственикот на фабрика мора да воспостави сигурни синџири на снабдување за да обезбеди конкурентни цени.
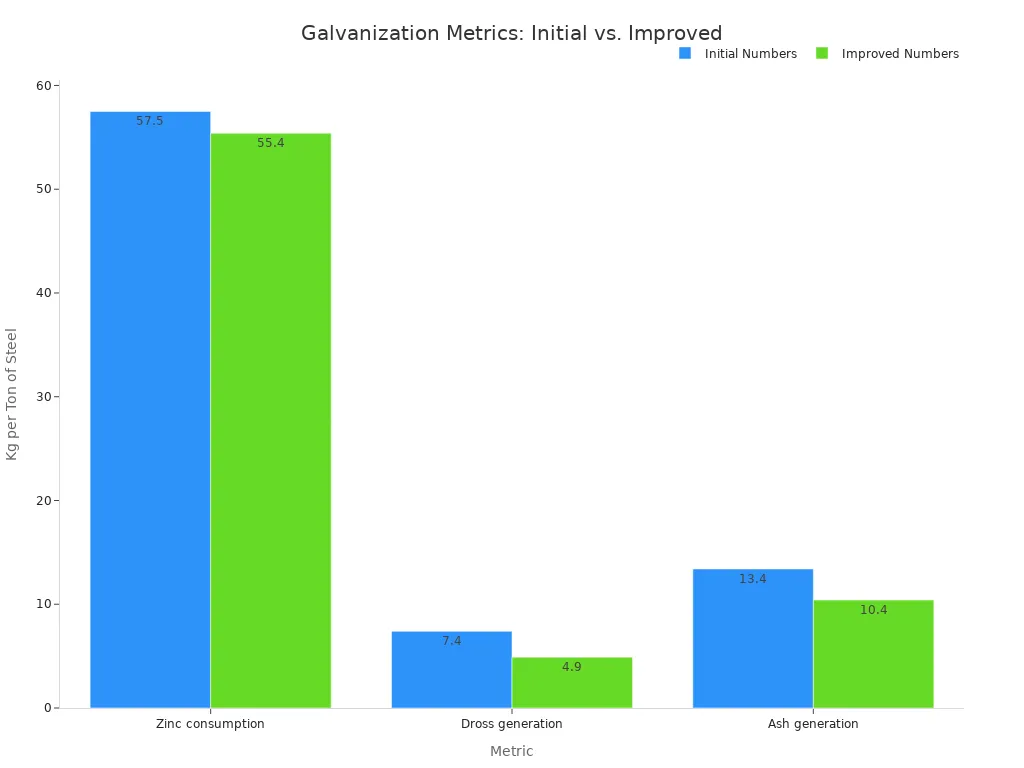
Потрошувачката на цинк во фабриката вклучува повеќе од само премачкување на челикот. Процесот, исто така, создава нуспроизводи како цинкова згура (легура на железо-цинк) и цинкова пепел (цинк оксид). Овие нуспроизводи претставуваат губење на употреблив цинк. Сепак, подобрувањата во процесот можат значително да го намалат овој отпад. Ефикасното работење води до помала потрошувачка и помалку генерирање нуспроизводи, директно намалувајќи ги трошоците за материјали.
Други основни суровини вклучуваат хемикалии за процесот на претходна обработка. Тие се:
- Средства за одмастувањеза чистење на челикот.
- Хлороводородна или сулфурна киселиназа маринирање.
- Цинк амониум хлоридза растворот на флуксот.
Цената на овие хемикалии, заедно со нивното безбедно складирање и отстранување, ги зголемува вкупните оперативни трошоци.
Потрошувачка на енергија
Поцинкувачките постројки се енергетски интензивни операции. Двата примарни енергетски трошоци се природниот гас и електричната енергија.
- Природен гас:Системот на печка троши големи количини природен гас за да одржува стотици тони цинк стопен на 840°F (450°C) 24 часа на ден.
- Електрична енергија:Мотори со висока моќност ги напојуваат надземните кранови, пумпите и вентилаторите за извлекување на чад.
Инвестирањето во енергетски ефикасна технологија може драматично да ги намали овие трошоци. На пример, модерните дизајни на печки можат да ги намалат годишните потреби за енергија за над 20%. Подобрениот систем може да ја намали потрошувачката на енергија од399,3 MJ/тонод челик само за307 MJ/тонОвој пад на потрошувачката од 23% директно се преведува во значителни финансиски заштеди и помал јаглероден отпечаток, што ја прави оптимизацијата на енергијата клучна цел за секоја модерна фабрика.
Труд и обука
Квалификувана и ефикасна работна сила е моторот на фабриката за поцинкување. Трошоците за работна сила се голем оперативен трошок и варираат во зависност од географската локација и локалните закони за плати. Клучните улоги во фабриката вклучуваат:
- Оператори на кран
- Работници за висење и одвиткување на челик
- Оператори на чајници или „коцкачи“
- Плочи (за завршна обработка)
- Инспектори за контрола на квалитет
- Техничари за одржување
Соодветната обука не е трошок, туку инвестиција. Добро обучен тим работи побезбедно и поефикасно. Ова ги намалува несреќите на работното место, ги минимизира штетите врз производите на клиентите и обезбедува постојан квалитет. Тековните програми за обука им помагаат на вработените да бидат во тек со најдобрите практики за безбедност, усогласеност со животната средина и оперативна ефикасност, што во крајна линија ја зголемува продуктивноста и угледот на фабриката.
Одржување и резервни делови
Механичката опрема што работи во сурова средина со висока температура бара постојано внимание. Проактивниот распоред за одржување е клучен за да се спречат неочекувани дефекти и скапи прекини во производството.
Професионален совет:Планираната програма за одржување чини помалку од итни поправки. Закажувањето редовни инспекции зачајник, кранови и систем за одвод на чад обезбедуваат сигурност и го продолжуваат животниот век на скапата опрема.
Клучните активности за одржување вклучуваат одржување на печката, инспекција на кранот и чистење на системот за третман на чад. Фабриката мора да има и буџет за залиха на основни резервни делови. Вообичаените резервни делови вклучуваат:
- Горилници и термопарови за печката
- Заптивки и работни кола за пумпа
- Филтри за системот за извлекување на чад
- Електрични компоненти како контактори и релеи
Имањето на овие делови при рака овозможува брзи поправки, минимизирање на застојот и одржување на производствената линија во движење.
Големината на бокалот, инфраструктурата и цените на цинкот се главните двигатели на трошоците. Капацитетот, автоматизацијата и локацијата на фабриката ја одредуваат конечната инвестиција. Цената на опремата за топло поцинкување варира во голема мера. Инвеститорите треба да го земат предвид временскиот рок за враќање на инвестицијата за време на планирањето.
- Очекуваниот период на отплата на инвестицијата на новата фабрика треба да биде 5 години или помалку.
Совет:За точна проценка, консултирајте се со производителите на постројки за да добиете детална, персонализирана понуда.
Време на објавување: 02.12.2025